BMS
✓9ofiledrawing.
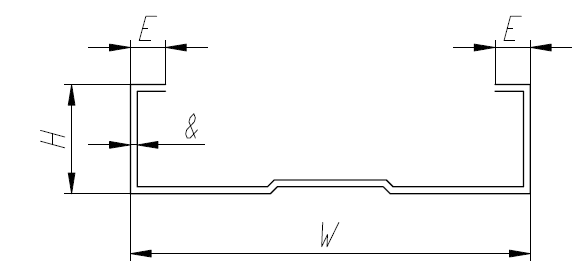


C PURLIN RIB:有無にかかわらず(オプション)
リップ(e) | 10~20±1mm |
高さ(h) | C: 40~100±1mm(ウェブの50%以上を超えることはできません) |
| Z:49~100mm±1mm(ウェブの50%を超えることはできません) |
Web(W): | C75~300±1mm |
| Z120~300±1mm |
6Mの長さの許容範囲:L±3mm
ウェブ側と高さ(フランジ)側の両方のパンチングホール、許容範囲:±1mm、スロットホールサイズ:14×25mmまたはカスタマイズされた穴同様のサイズのために
次のように穴を開けます。
ⅱ。材料:
材料の厚さ: 1.5~3.2mm
適用材料:MSまたはHRとGalvalume 550MPA AZ150のための340 MPa
ⅲ。機械作業の流れ
デコイラー→給紙・レベリング機器→充電式プリカッティング&パンチング装置→圧延成形システム→油圧ポスト切削→製品支持枠
iv。機械部品
1)油圧デコイラー: 一組5トン

2)冷間圧延機:
供給材料ガイド付き(自動給紙制御、人件費の節約)そしてレベリング装置

から作られたボディフレーム国民規格 450#溶接による鋼鉄
壁板の厚さ:30mm(より厚く、より強く、長寿命のための安定した働き)
から製造されたローラーツーリングスチールCR12(D3スチール、長寿命化)、精密機械、
高品質の45#鋼鉄から製造されたシャフト、主軸径=§90mm矯正ローラーシャフトの直径=√100mm、精密機械加工
モーター駆動、チェーンスプロケット伝送、約22ステーションを形成する(19ステップ対フォームへ、最後の整形のための3ステップ)。
メインモーター=22kw、周波数速度制御
サイズ変更モーター:6ピース、 PLCプログラミングによって自動的に制御されます。

フォーミングスピード約18~20m /分(パンチングホールの数に応じて)
とスクエラネスローラーの設定

全てのマシンの長い時間実行中に機械構造をしっかりと長い寿命に固定するために、80年生のねじボルト。
3)油圧パンチングおよび切断装置:
プリパンチングとプレカッティング、同じ油圧システムを使用してください
油圧モーター:7.5kW、油圧範囲:16MPa.
パンチングおよび切削工具材料:金型鋼 CR12MOV(= D2スチール、百万回のパンチング/切削寿命)、HRC58-62度への熱処理
3気筒Webとフランジ上の両方にパンチするための穴パンチシステム:

提供ギアで行動するための上/停止アクションのためのギア設定

のベースパンチングステーションはパンチとダイの変化のためにパンチングステーションを取り出すことが容易なための適切なリードスクリュー上にあります、 と簡単に調整するための測定スケールを追加してください
油圧システム油濾過のためのオイルフィルターを用いて、循環油が清潔で油圧システムの寿命を長くすることを確実にするために。(下の写真を参照)

さらに私達の特許取得済みの油圧ユニバーサルポストカットデバイス(伝統的な紙機械のような異なるサイズのために切断型を変える必要はありません)カットプロファイルを良くするようにする

4)PLC制御システム
C PURLINとZ PURLINの間の交換:手動変化以下の3つの簡単なステップで:

しかし、C75-300またはZ120-300から、PLCシステムによるサイズを自動的に変更します。タッチスクリーン上で押すだけのキーで切り替え
自動的に長さを切断し、数量及びパンチを制御します
PLC、インバータ、タッチスクリーン(:と組み合わせます簡単な操作のための大きなサイズの7インチ、両方の英語と中国語)、エンコーダなどで
カットトゥ長tolerance≤±1ミリメートル
制御電圧24V

5)ラックの出口:
未パワード、東の動きのため、その上にローラーと、2つの単位は、3Mの長さxは


v マシン写真(参考用)
1.漁具材側面図:

2.ISSIDEのビュー:

3)ユニバーサルポストカッターサイドビュー:

4)機械製造C母林


5)機械製造Z母林

vi。機械ビデオを形作るクイックチェンジタイプCz母屋ロール
http://www.rollformingmachinerychina.com/quick-change-cz-purlin-roll-forming-machine_n97.


















