C50-250&U50-250
BMS

| いいえ。 | 主なパラメータ | ミルのパラメータを形成するロール | ||
| 1。 | 材質の厚さ | 0.8~2.5mm | 駅を形成する | 14ステップ |
| 2。 | 長さの許容範囲 | ±2mm(6m) | ベース | H450 |
| 3。 | アプリケーション材料 | 亜鉛メッキコイル 冷間圧延板 | 側壁の厚さ | Q235 T22MM |
| 4。 | デコイラーの直径 | φ470mm-φ530mm | シャフトの直径 | CR40#スチール、φ40mm |
| 5。 | 製品スピード | 15-18m / min | メインモーター電力 | 7.5 kw |
| 6。 | 降伏強み | 340-550MPa. | ねじボルト | グレード8.8 |
| 7。 | オイルポンプモーター | 7.5 kw | 効果的な幅 | 顧客デザインとして |
| 8。 | 制御システム | PLC制御システム | ローラー | CR12MOV、CNC旋盤、治療、HRC58-62 |
| 9。 | 還元器 | Kシリーズ | マシンカラー | 青+オレンジ+ブラック |
| 10。 | 試験材料 | BMSは、機械テストの2週間前に購入するための供給材料のサイズを提供します | ||
ワークフロー
デコイラー→給紙ガイド装置→メインロール成形ミル→PLC制御システム→油圧システム→
パンチング装置→油圧ポストカットTER→出口ラック* 2(3M)

機械部品表示


給電装置 パンチデバイス
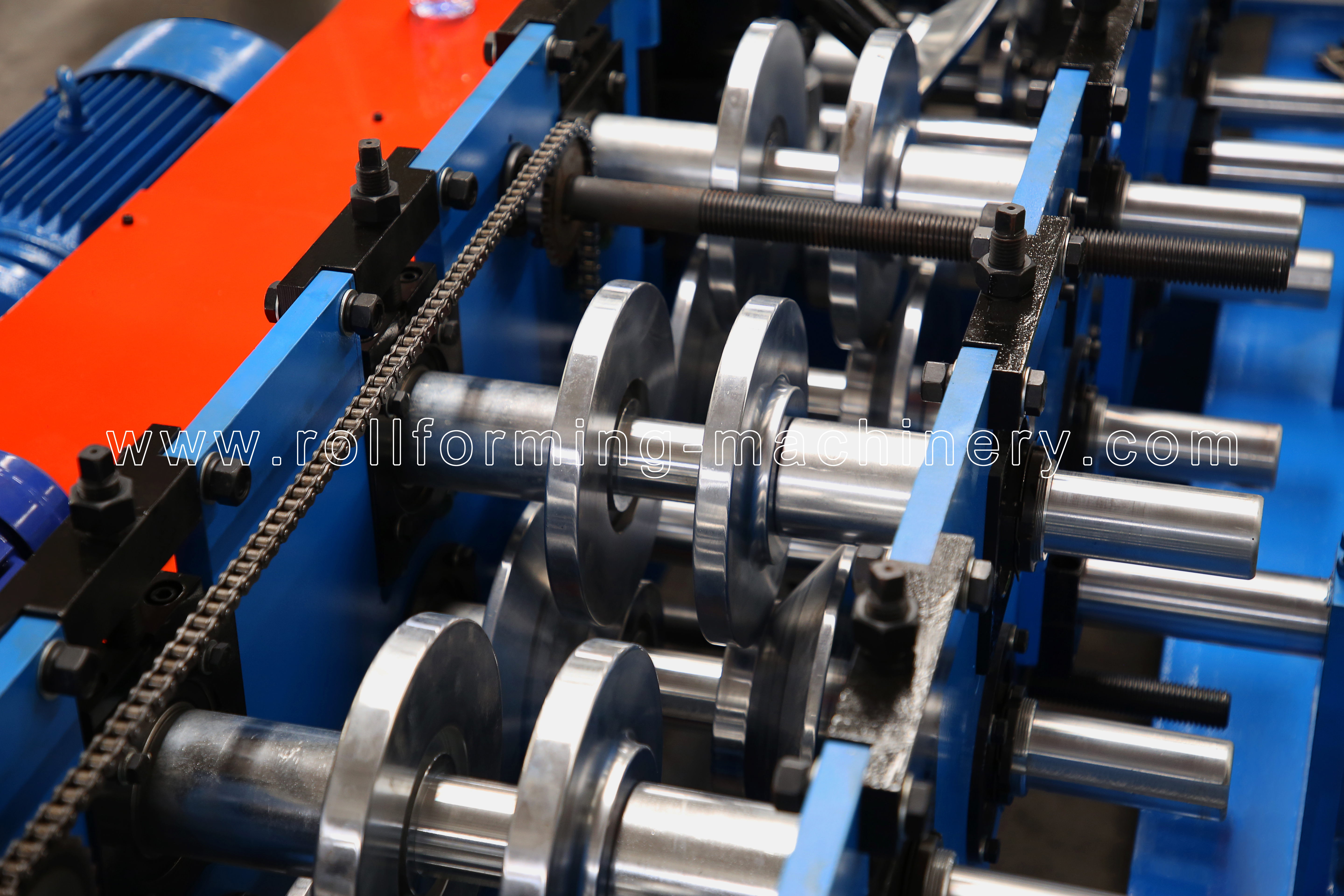

メインロール成形機 製品アプリケーションケース
機械製造製品



![]()















