BMS
| いいえ。 | 主なパラメータ | ロールフォーミングミルのパラメータ | ||
| 1. | 材料の厚さ | 0.4~1.0mm | 形成ステーション | 14ステップ |
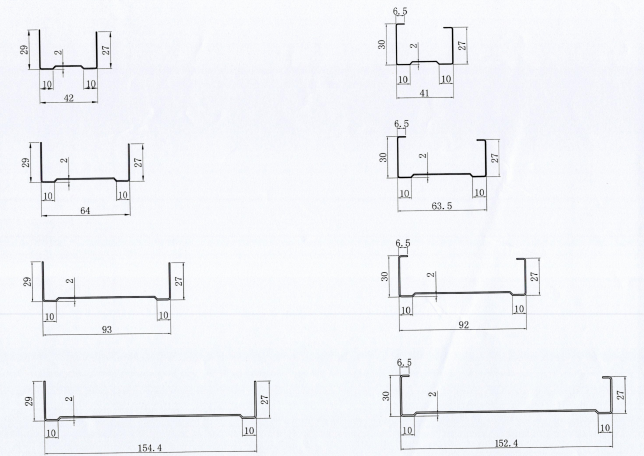
| 2. | 送り幅 底部の高さと ウエスト 高さ | 41/63.5/92/152.4; 31.8 | ベース | H450、角管 |
| 3. | 申請資料 | 亜鉛メッキコイル | 側壁の厚さ | Q235 t18mm |
| 4. | 電気規格 | 220V/3相/60Hz | 軸 直径 | Cr40#スチール、φ60mm |
| 5. | 手動アンコイラー直径 | 420~φ520mm | メインモーター出力 | 18.5KW |
| 6. | 降伏強さ | 240-390Mpa | ネジボルト | グレード8.8 |
| 7。 | 成形速度 | 0~100m/分 | 有効幅 | 顧客の設計として |
| 8. | 制御システム | PLC制御システム | ローラー | Cr12mov、CNC旋盤、聴覚治療、HRC58-62 |
| 9. | サーボモーター | 4.4KW/2.9KW | マシンカラー | 青+黒+オレンジ |
| 10. | 試験材料 | BMS が供給材料のサイズを提供します マシンテストの 2 週間前に購入してください | ||
ワークフロー
デュアルヘッドアンコイラー→フィード/レベリング→ローリングフォーミングミル→ポストフライングパンチング/ポストフライングカッティング→エグジットラック

機械部品の展示
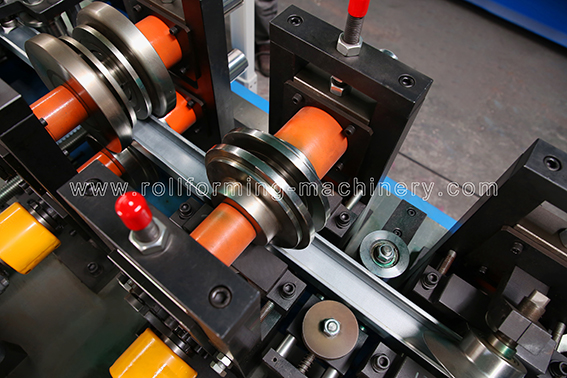
ロールフォーミングミル
機体フレーム:鋼板溶接とCNCマシニングセンター加工を採用
から製造されたローラー Cr12MoV 鋼、内穴と端面を研削後真空焼入れ熱処理、CNC旋盤仕上げローラー面。
から製造されたシャフト 40Cr鋼、焼き入れ焼き戻し熱処理、硬質クロムメッキ、外面研削加工。
シャフト直径=Φ60mm、精密機械加工
ギア/スプロケット駆動、約 14ステップ 申込用紙へ
メインモーター(ポラロイドブランド)=18.5KW 、周波数速度制御
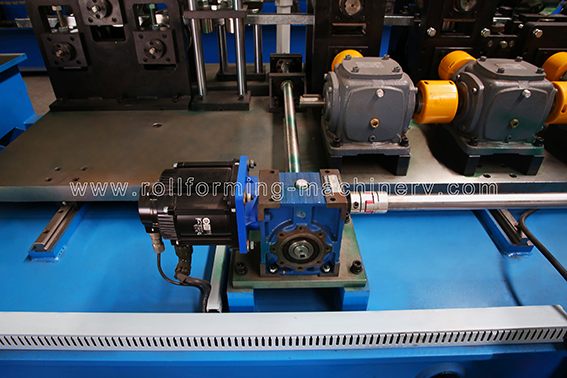
各成形ステーションのギアボックス

サイズ切替機構 (サーボモーター駆動)
製品適用事例

機械生産品



![]()
















