 |








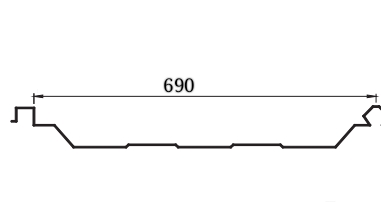
YX62-490
BMS
| いいえ。 | 主なパラメータ | ロールフォーミングミルのパラメータ | ||
| 1. | 最大。送り幅 | 1250mm | 形成ステーション | 20ステップ |
| 2. | 油圧範囲 | 0~16MPa | ベース | H450 |
| 3. | コイル ID 範囲 | 470mm±30mm | 側壁の厚さ | Q235 t18mm |
| 4. | 油圧モーター | 2.2KW | シャフト | Φ75mm |
| 5. | 申請資料 | 亜鉛メッキ板(Gi)、 冷間圧延鋼(CRC)、 ホットロール | メインモーター出力 | 7.5KW |
| 6. | 降伏強さ | 245-550Mpa | ネジボルト | グレード8.8 |
| 7。 | 成形速度 | 12~15m/分 | ローラー | 45#スチール |
| 8. | 材料の厚さ | 0.3~0.8mm | マシンカラー | 青 |
| 9. | 制御システム | PLC制御システム | 処理モード | CNC旋盤、熱処理、硬質クロムコーティング |
| 10. | 試験材料 | BMS が供給材料のサイズを提供します マシンテストの2週間前に購入してください | ||
ワークフロー
アンコイラー→供給ガイド装置 → ロールフォーミングミル→ PLCシステム → 油圧ポストカット装置→
出口ラック
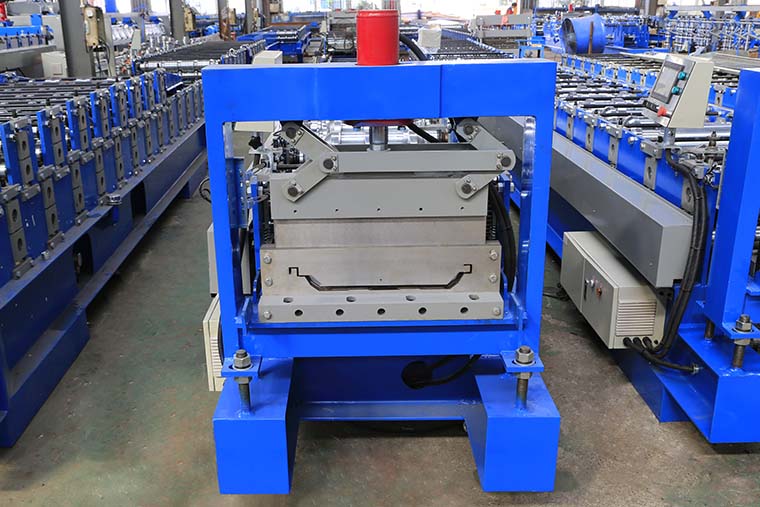
機械部品の展示
ロールフォーミングミル
ボディフレームの材質 H450 溶接による鋼の種類
側壁の厚さ:Q235 t18mm
から製造されたローラー 45# 精密機械加工、硬質クロムコーティング。厚さ0.5mm、表面は鏡面処理(長寿命、防錆)。
シャフト直径=Φ75mm、精密機械加工
ギア/スプロケットの駆動、概要 20ステップ 申込用紙へ
メインモーター=7.5KW、周波数速度制御

タッチスクリーン
1) 使用方法 PLC コントロール テクノロジー、変数 頻度 スピード 規制 テクノロジー、へ を実現する 自動 生産 の の 全体 機械。
2) システム provides a フレンドリー マンマシン インターフェース、できる セット の バッチ、 長さ の の ワークピース、 量など
3) 操作する モード:入力 画面 +ボタン .
4) エンコーダ カウント 、と 数える 数字 そして 数える 長さ 関数。

ポストカッター
ポストカット、ストップからカット、ブランクカットなし
油圧モーター:5.5W、油圧範囲: 0-16Mpa
切削工具材質:金型鋼 D2(=Cr12Mov)、HRC58~62度まで熱処理
PLC制御システム
組み合わせ:PLC、インバーター、タッチスクリーン、エンコーダーなど
PLC: シュナイダーエレクトリック(フランスブランド)/シーメンス(ドイツブランド)
インバータ: シュナイダーエレクトリック(フランスブランド)/シーメンス(ドイツブランド)
タッチスクリーン: シュナイダーエレクトリック(フランスブランド)/シーメンス(ドイツブランド)
エンコーダ: KOYO または OMRON (日本ブランド)
カット長公差≤±2 mm 制御電圧 24V

機械生産品




![]()







