BMS
| いいえ。 | 主なパラメータ | ミルのパラメータを形成するロール | ||
| 1。 | 生産速度 | 5~8m / min | 駅を形成する | 26ステップ |
| 2。 | 給紙幅 | 500mm | ベース | H450 |
| 3。 | 材質の厚さ | 1.0~2.0mm | 側壁の厚さ | Q235 T20MM |
| 4。 | フォームスピード | 20m / min | シャフトの直径 | 45#スチール、φ75/ 95mm |
| 5。 | 適用材料 | 亜鉛メッキ鋼(GI)、冷間ロール鋼(CRC)、熱間圧延鋼 | メインモーター電力 | 11kw + 11kw |
| 6。 | 降伏強み | 235メガチ | ねじボルト | グレード8.8 |
| 7。 | コイルIDの範囲 | 508mm±30mm | スピード減速機モーター | Kシリーズ |
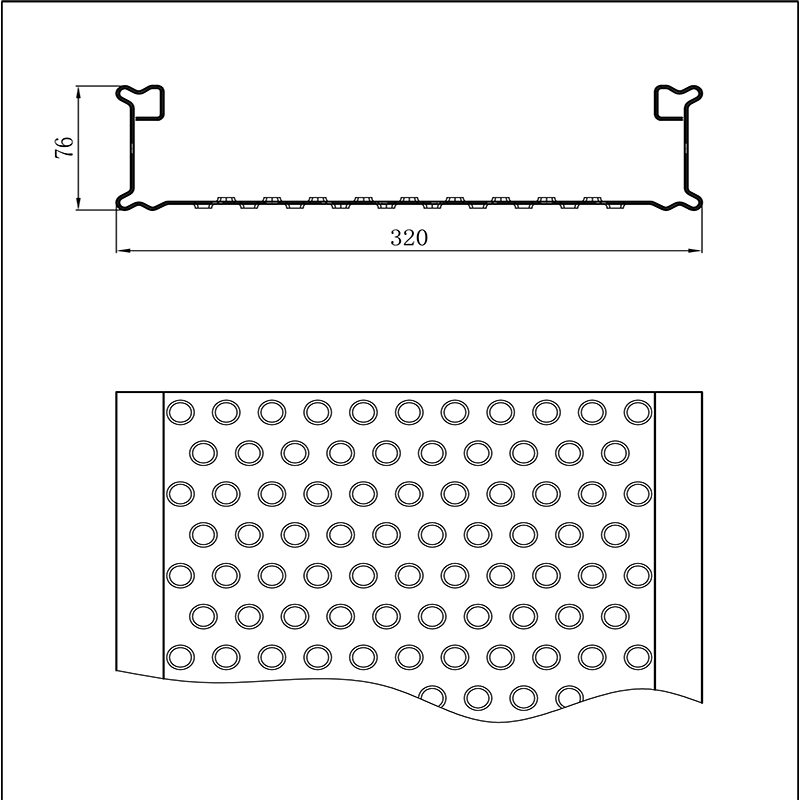
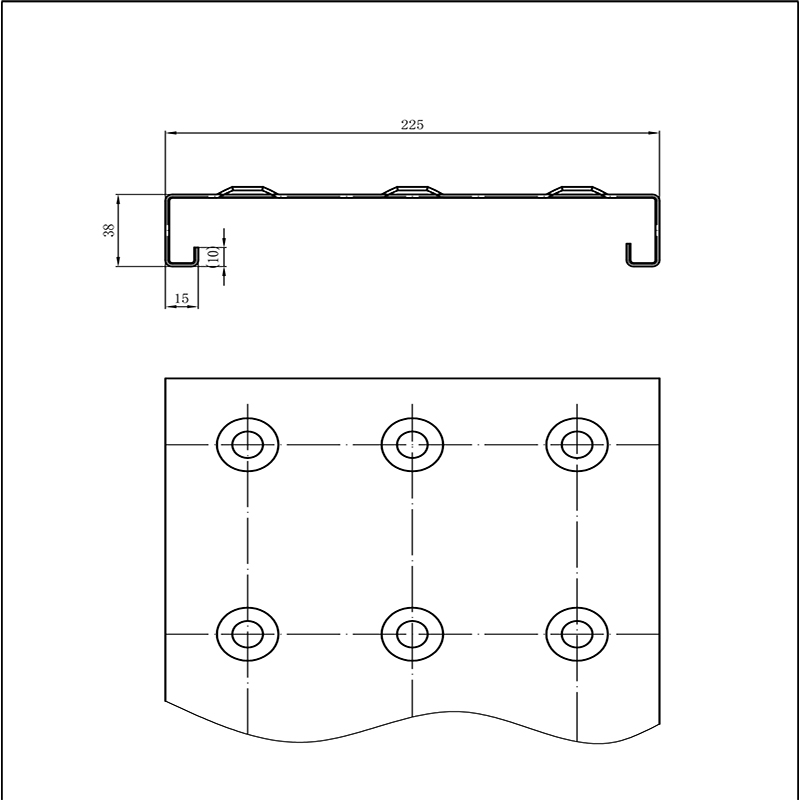
| 8。 | 効果的なサイズ | 顧客デザインとして | ローラー材料 | GCR15スチール(= EN31鋼) |
| 9。 | 制御システム | PLC制御システム | 処理モード | CNC旋盤、治療を聞く、硬質クロムコーティング、厚さ0.04mm |
| 10。 | 試験材料 | BMSは、機械テストの2週間前に購入するための供給材料のサイズを提供します | ||
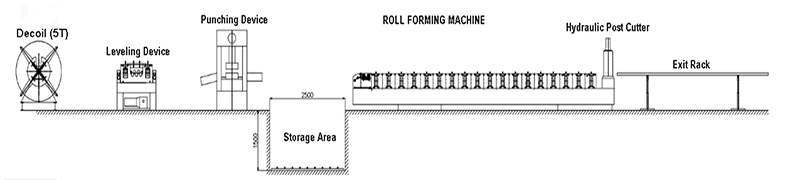
ワークフロー
デコイラー→レベリング装置→パンチング機→ガイド送り→ロール成形システム→油圧ポストカッター→出口ラック
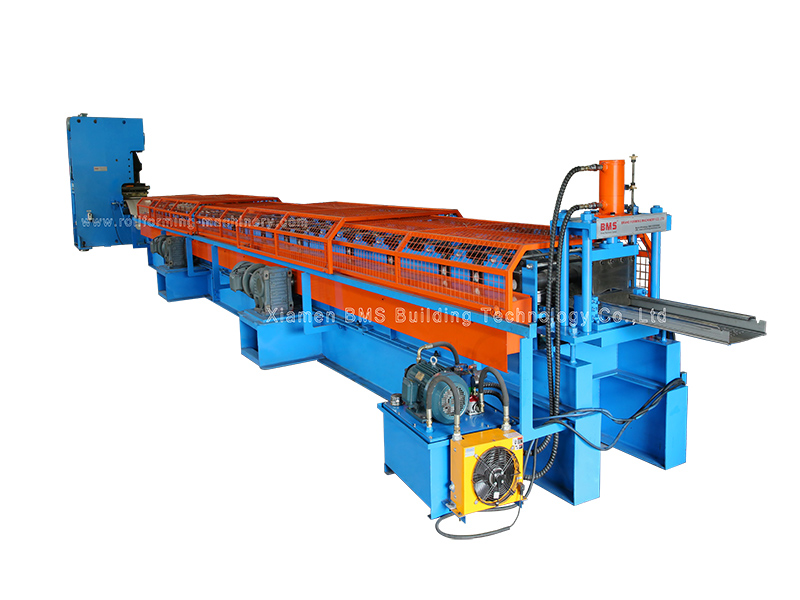
機械部品表示

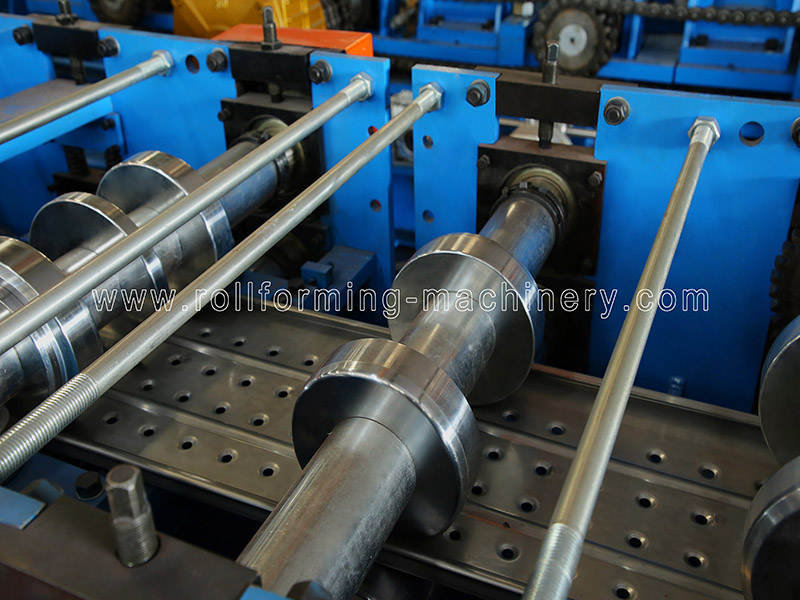
デコイラー ロールフォーミングミル


油圧ポストカッター サーブドライブ&パンチングマシン
機械製造製品


![]()
















