







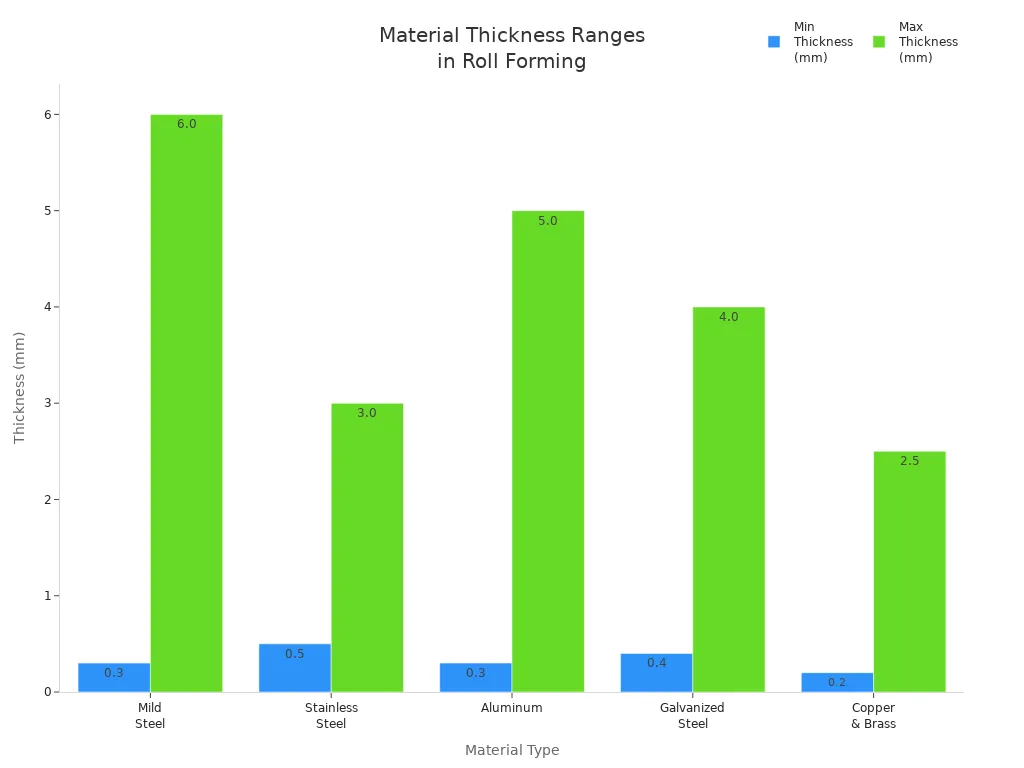
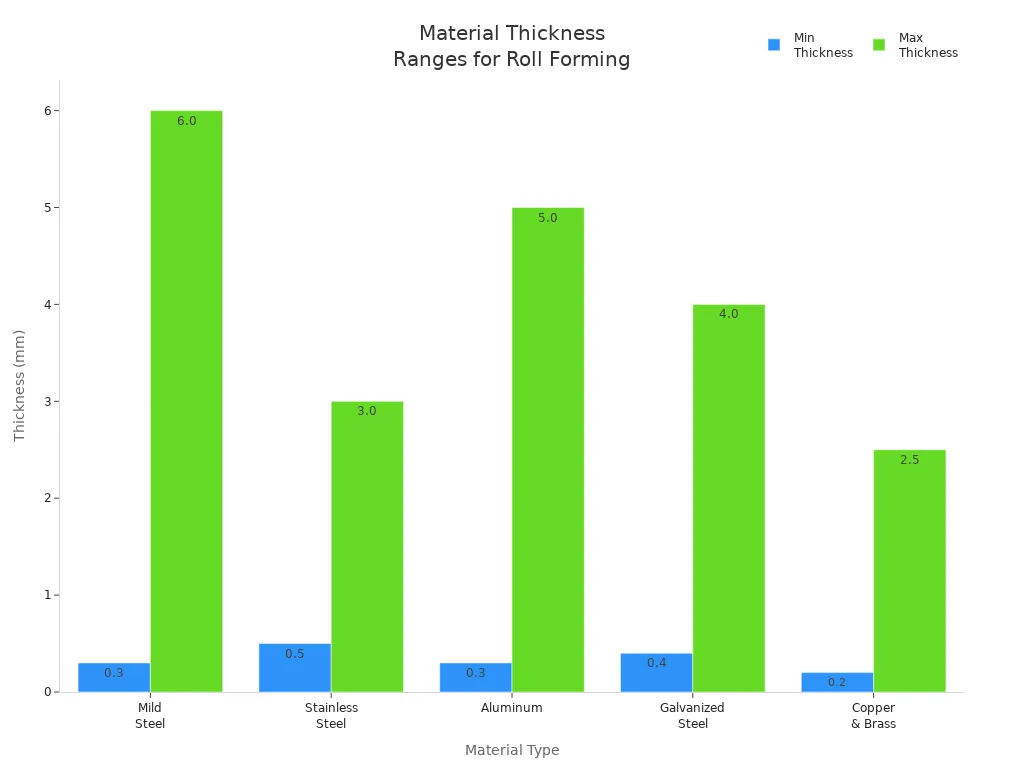
ロールフォーミングを使用すると、材料の厚さは0.2mmから10mmになります。厚さは作るものによって異なります。各素材にはロール成形に最適な厚みがあります。いくつかの一般的な例については、以下の表を確認してください。
材料タイプ | 推奨厚み範囲(mm) | ベスト アプリケーション |
|---|---|---|
軟鋼 | 0.3~6.0 | 構造部材、屋根板 |
ステンレス鋼 | 0.5~3.0 | 自動車、飛行機、医療器具 |
アルミニウム | 0.3~5.0 | 軽量構造物、HVAC、エンクロージャ |
亜鉛メッキ鋼 | 0.4~4.0 | 防錆フレーム、建築部品 |
銅と真鍮 | 0.2~2.5 | 電装部品、装飾用トリム |
ロール成形機のセットアップでは、適切な材料の厚さを選択することが非常に重要です。ロールシャフトのサイズ、形状の複雑さ、および切削抵抗を材料に合わせる必要があります。 BMS Machinery は、 ロール成形材料の厚さに応じて最適なソリューションを選択するのに役立ちます。こうすることで、毎回最高の成形結果が得られます。
重要なポイント
ロール成形に適した材料の厚さを選択してください。これにより、より良い結果が得られ、マシンの寿命も長くなります。 材料の厚さが変わった場合は、これにより間違いがなくなり、製品が良好な状態に保たれます。厚い材料の場合は、より多くの力と慎重な作業が必要です。開始する前に必ずマシンの設定を確認してください。信頼できるマシンには BMS Machinery を使用してください。さまざまな厚さに対応し、専門家のサポートを提供します。材料の厚さに応じて生産速度に注目してください。これにより、処理が速くなり、品質も向上します。 ロール成形機の設定を変更してください。
ロール成形材の厚み範囲
業界標準の厚み
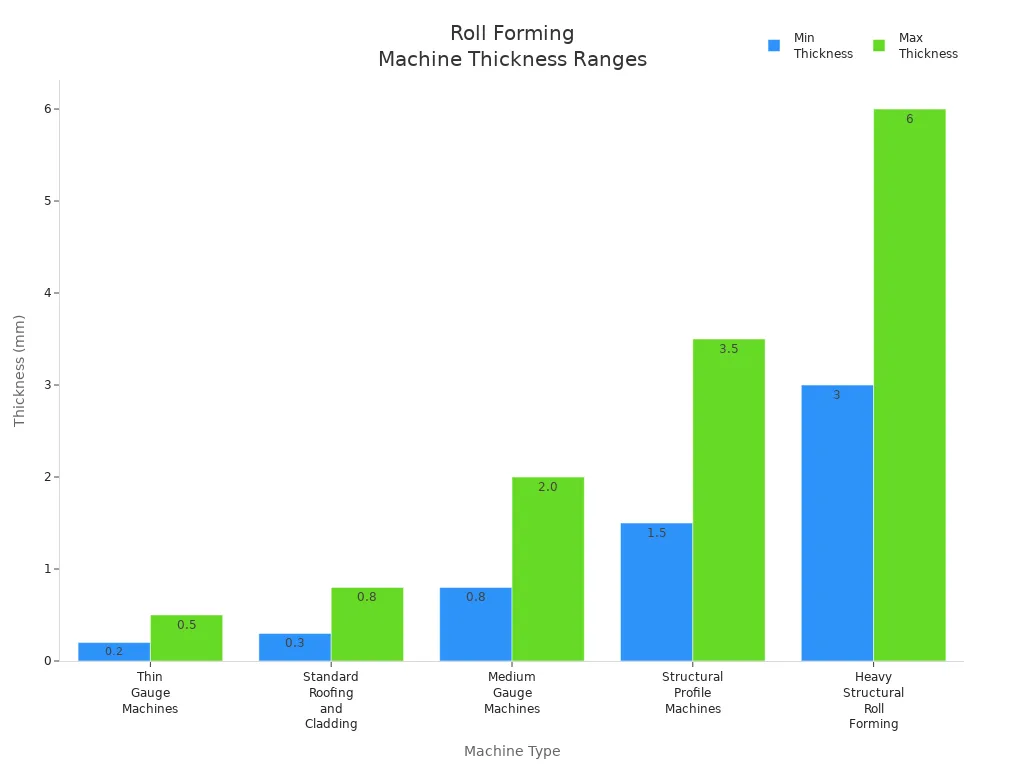
ロール成形ではどの機械も特定の厚さで最適に機能します。適切な厚さを選択すると、結果がより良くなります。マシンの寿命も長くなります。業界では、機械を厚さごとにグループに分類しています。以下の表でこれらのグループを確認できます。 材料の厚さが非常に重要です。
マシンタイプ | 厚さの範囲 |
|---|---|
シンゲージマシン | 0.2mm~0.5mm |
標準的な屋根および外装機械 | 0.3mm~0.8mm |
中型ゲージのマシン | 0.8mm~2.0mm |
構造プロファイルマシン | 1.5mm~3.5mm |
重量構造用ロール成形機 | 3mm~6mm以上 |
この表は、ジョブに適したマシンを選択するのに役立ちます。薄ゲージの機械は軽量部品に適しています。重量構造機械は厚い鋼材と強力なフレームに使用されます。
ヒント: 開始する前に、素材の厚さの範囲を必ず確認してください。これは、機械の問題や製品品質の低下を防ぐのに役立ちます。
以下の表は、各マシンタイプの最小および最大の厚さを示しています。
ロール成形ではさまざまな厚さを使用できます。ほとんどのプロジェクトでは、0.2 mm ~ 6 mm の厚さを使用します。これは建物、自動車、工場などに適用されます。
BMS 機械の機能
ロール成形機を選ぶときは、使用できる厚さを知りたいと思います。 BMS Machinery は、 さまざまな厚さの機械を製造しています。薄いシートや厚いプロファイルの場合は、BMS Machinery を信頼してください。
BMS Machinery がサポートする厚さの早見表は次のとおりです。
製品カテゴリー | 材料の厚さ |
0.3-0.8mm | |
1-3mm / ヘビーデューティ:3-6mm | |
0.8-1.5mm / ヘビーデューティ:1.5-2.5mm | |
0.4~0.8mm | |
1.5~2.5mm | |
屋根および壁のカルディングパネルマシン | 0.2~0.8mm |
スタッドとトラック、乾式壁パーティションマシン | 0.3~1.0mm |
1.0mm(最大) | |
1.2mm(最大) |
この範囲は、屋根、壁パネル、軽量構造物に適しています。 BMS Machinery はスチール、アルミニウム、その他の金属に使用できます。厚さを変更した場合でも、機械は精度を維持し、良好な品質を維持します。
BMS Machinery は新しいテクノロジーを使用して優れた結果を実現します。作業がスムーズになり、無駄が少なく、丈夫な製品が得られます。特別なものが必要な場合は、BMS Machinery があなたの厚さに合った機械を作ることができます。
注: 適切なマシンの選択については、いつでも BMS Machinery にお問い合わせください。彼らの専門家が、プロジェクトと最適な機器のマッチングをお手伝いします。
標準の厚さと BMS Machinery で何ができるかを知っていれば、工場に合わせて賢明な選択をすることができます。これにより、常に最高の品質とパフォーマンスを得ることができます。
ロール成形における材料の厚さの影響
マシンの負荷とパフォーマンス
材料の厚さがロール成形機に どのような影響を与えるかを知ることが重要です。材料が厚い場合は、より強力なツールと成形するためのより多くの手順が必要になります。薄い素材は慎重に扱わないと破損する可能性があります。機械が使用する電力は厚さによって変わります。重い素材にはより多くの電力が必要であり、正しく設定しないと機械の消耗が早くなる可能性があります。薄い材料は機械の中をより速く移動しますが、厚い材料は速度を低下させます。揺れや部品のズレにも注意が必要です。これらの問題により、製品の精度が低下し、間違いが発生する可能性があります。
側面 | 説明 |
|---|---|
工具の調整 | 厚い材料にはより強力なツールとより多くの手順が必要ですが、薄い材料には丁寧な取り扱いが必要です。 |
マシンの電源要件 | 重い材料はより多くの電力を消費し、正しく設定されていないと機械が摩耗する可能性があります。 |
生産速度 | 薄い材料は必要な力が少ないため速く進みますが、厚い材料は遅くなります。 |
機械の摩耗 | 厚い材料を成形すると機械の消耗が早くなるため、丈夫な部品と定期的なチェックが必要です。 |
振動とアライメント | 厚い材料により大きな力がかかると、機械が揺れて形状が崩れる可能性があります。 |
ヒント: 開始する前に必ずこれは、材料の厚さに起因する問題を防ぐのに役立ちます。 マシンの設定を確認してください。
プロファイルの精度と品質
適切なサイズの形状を作成するには、材料の厚さが重要です。材料が厚いと、金属の曲がり方や伸び方が変わります。間違ったサイズ、波打ったエッジ、または長手方向の曲線が表示される場合があります。シートがどれだけ伸びるかは、厚さ、強度、形状によって異なります。間違った厚さを選択すると、パーツが適合しなかったり、正しく動作しなかったりする可能性があります。最良の形状を得るには注意が必要です。
適切な厚さを選択することで、より良い部品を製造できます。研究によると、シートが厚いと間違いが少なくなります。たとえば、3 mm の DP600 シートは 2 mm のシートよりも曲がりません。厚い材料でもエッジの亀裂が少なくなります。 DP980 は 2 mm で、厚いシートよりも 20% 多く亀裂が入りました。厚さをニーズに合わせれば、より良い部品が得られ、間違いも少なくなります。
生産速度
材料の厚さによって、ロール成形機の動作速度が変わります。薄い材料はより少ない力で済むため、速く動きます。材料が厚いと、より多くのステップとパワーが必要となるため、機械の速度が低下します。スピードと良い部品を作ることのバランスを取る必要があります。厚い材料で速度を出しすぎると、機械が破損し、精度が低下する可能性があります。物事を安全に保ち、うまく機能させるために、使用する厚さに応じて速度を常に設定してください。
さまざまな素材の推奨厚さ
鋼板厚さのガイドライン
ロール成形で鋼を扱う場合は、プロジェクトに適した材料の厚さを選択する必要があります。鋼は強いので、さまざまな用途に使用できます。ジョブごとに異なる厚さが表示されます。以下の表は、一般的な厚さの範囲とそれを使用できる場所を示しています。
厚さの範囲 | 一般的なアプリケーション |
|---|---|
1.5mm~12mm | 構造チャネルと梁 |
1.5mm~6mm | ヘビーゲージ母屋 |
2.5mm~4mm | ガードレールと高速道路の障壁 |
1.5mm~6mm | 鉄骨フレーム |
1.5mm~3.5mm | 保管ラックと産業用サポート |
2mm~6mm | 農機具部品 |
3mm~12mm | トレーラーとシャーシの部品 |
梁やガードレールなどの強度の高い部品を作りたい場合は、より厚い鋼材を使用する必要があります。軽量の部品には、より薄い鋼を使用できます。開始する前に、必ずロール成形材料の厚さを確認してください。これにより、最良の結果が得られ、マシンが安全に保たれます。
ヒント: 鋼鉄が厚いほど、より多くの電力とより強力な機械が必要になります。を確認してください。 ロール成形機が 使用する予定の材料の厚さと一致していること
アルミニウムの厚さのガイドライン
アルミニウムはスチールよりも軽いです。軽くても強度が必要な部品によく使われます。ロールフォーミングでは、通常、材料厚さ0.3mmから5mmのアルミニウムが使用されます。薄いアルミニウムは、HVAC ダクト、エンクロージャ、パネルに適しています。厚いアルミニウムはフレームとサポートに適しています。
ライトカバーやパネルには0.3mm~1mmを使用してください。
構造部品やフレームには1mm~3mmをご使用ください。
耐久性の高い用途には5mmまで使用してください。
アルミニウムは曲がりやすいため、ロール成形機の設定には注意が必要です。亀裂や鋭すぎる曲がりを避けるために、材料の厚さを常に確認してください。
その他の素材
ロール成形では、銅、真鍮、ステンレス鋼などの他の金属を使用することもできます。それぞれの素材には最適な厚みがあります。銅や真鍮の場合は0.2mm~2.5mmがよく使われます。これらの金属は柔らかいため、トリム、装飾、電気部品などに使用されます。ステンレス鋼はより硬く、厚さ 0.5 mm ~ 3 mm のものが最適です。医療器具、自動車部品、食品機器などに見られます。
注: ロール成形機は常に材料の厚さと種類に合わせてください。これにより、滑らかな形状と高品質の製品を得ることができます。
各金属に適切な材料の厚さを選択すると、で最良の結果を得ることができます ロール成形。いつでも強く、正確で、安全な部品を作ることができます。
材料の厚さに合わせてロール成形機を調整
ロール成形を行う場合、材料の厚さごとにロール成形機を調整する必要があります。これらの調整は、最適な形状を実現し、機械の損傷を回避し、製品の高品質を維持するのに役立ちます。ローラーのクリアランス、圧力、ツール、およびキャリブレーションの設定を変更する必要があります。各ステップを見てみましょう。
ローラーのすきまと圧力
材料の厚さごとにローラー間の適切なギャップを設定する必要があります。そうしないと、薄いシートが潰れたり、厚いシートが緩んだままになったりする可能性があります。ローラーのクリアランスと圧力を調整する方法は次のとおりです。
素材の厚さを測定します。厚みが±0.2mm以上変化する場合は、ローラーギャップを調整してください。
ローラーギャップは材料の厚みプラス0.05mm程度に設定してください。この小さなスペースにより、シートの動きがスムーズになります。
材料が厚い場合はギャップを少し大きくし、成形速度を遅くしてください。これにより、シートが引っかかったり、損傷したりするのを防ぎます。
薄い材料の場合は、ギャップを少し小さくしてストリップの張力を高めます。これにより、シートのシワやズレが防止されます。
機械に自動設定がある場合は、タッチ スクリーンに材料の厚さを入力します。機械がギャップを調整します。
ヒント: ローラーの圧力を常に確認してください。圧力がかかりすぎると金属が薄くなったり、亀裂が発生したりする可能性があります。圧力が小さすぎると、プロファイルの形状が崩れる可能性があります。
ツーリングと金型の調整
材料の厚さを変更する場合は、工具と金型も調整する必要があります。これらの部品は、金属がロール成形機を通過する際に成形されます。従うべき手順は次のとおりです。
通常の制限を超える材料の厚さの変化がないか確認します。小さな変更でも最終的な形状に影響を与える可能性があります。
材料の特性を見てください。硬い金属や柔らかい金属では、曲げごとに異なる工具設定が必要です。
高品質のニーズと生産速度のバランスをとります。より良い結果を得るには、速度を落とす必要がある場合があります。
この表を使用して調整を行うことができます。
修正の側面 | 説明 |
|---|---|
較正 | 垂直方向と水平方向の両方のクリアランスを設定します。各パスが次のパスと一致していることを確認してください。 |
垂直ツーリングのクリアランス | 最も厚い材料に合わせて上部ツールを調整します。隙間ゲージを使用して、わずかな引きずりを確認します。 |
パス間のアライメント | 各ツーリングパスが揃っていることを確認してください。最良の結果を得るには、ギャップは 0.010 インチを超えてはなりません。 |
材料の厚さの変化が積み重なり、断面のサイズが不適切になる可能性があります。
余分なスクラップや工具の変更を避けるために、材料仕様を同じに保つ必要があります。
ロール成形では固定角度が使用されるため、新しい厚さごとに慎重に調整する必要があります。
校正手順
キャリブレーションにより、ロール成形機が正しく動作し続けます。材料の厚さを変更するたびに、機械を確認して設定する必要があります。ステップバイステップのガイドは次のとおりです。
上下ローラーの隙間は材料厚みの1.0~1.05倍に設定してください。隙間が狭すぎると金属が薄くなります。緩すぎると、プロファイルの形状が保持されなくなります。
高張力鋼などのより硬い素材に切り替える場合は、ダウン圧力を高めてサイド ロールを締めます。これは形状を保持するのに役立ちます。
既知の厚さのシートをローラーの間に挿入します。適切な隙間に達するまで上部ローラーを調整します。異なる厚さでこれを繰り返し、精度を確認します。
直定規または測定ツールを使用して、上下のローラーが平行であることを確認します。必要に応じてマウントまたはシムを調整します。
ローラーを手で回して滑りを確認します。ローラーが滑る場合は、テンションを調整するか、滑り止め剤を使用してください。
注: 機械をセットアップするときは、材料の種類と厚さを常に考慮してください。金属によっては、より高い圧力や追加の潤滑が必要な場合があります。
セットアップ中および定期的なメンテナンス中にキャリブレーションを確認する必要があります。これにより、ストリップのトラッキングが正確に維持され、プロファイルの歪みが防止されます。材料の厚さごとにロール成形機を調整すると、より良い結果が得られ、機械の寿命も長くなります。
材料の厚さが正しくない場合の一般的な問題
欠陥と品質問題
間違った厚さの材料を使用すると、多くの問題が発生する可能性があります。これらの問題により、完成したパーツの見栄えが悪くなったり、正しく動作しなくなったりする可能性があります。材料が機械に対して厚すぎたり、薄すぎたりすると、問題が発生することがあります。ひび割れ、しわ、形が正しくない場合があります。以下の表は、いくつかの一般的な問題、その原因、およびその解決方法を示しています。
問題 | 原因 | 解決 |
|---|---|---|
エッジ割れ | 成形圧力が材料の厚さに対して高すぎる | 成形圧力を下げ、より多くの成形パスを使用します |
スプリングバック問題 | 許容範囲を超えて曲がる薄い材料 | ローラーのクリアランスを調整し、追加のサポートローラーを追加します |
表面のシワ | 薄い素材に対するサポートが不十分 | ローラー接触量を増やし、成形速度を調整する |
ローラーの過度の摩耗 | 厚い素材で摩擦が大きすぎる | 潤滑性を高め、硬化スチールローラーを使用 |
不正確なプロファイル寸法 | 機械の設定に対して材料が厚すぎる、または薄すぎる | ローラークリアランスを調整し、成形パスを再調整します |
作業を開始する前に、必ず 材料の厚さを確認してください 。これにより、問題を回避し、部品を良好な状態に保つことができます。
機械の摩耗と損傷
間違った厚さの材料を使用すると、ロール成形機に損傷を与える可能性があります。厚い材料を使用する場合、機械はそれを成形するためにより多くの力を必要とします。これにより、ローラーやその他の部品の摩耗が早まる可能性があります。薄い素材を使用すると、ローラーでうまく保持できない場合があります。シートが滑ったり、端が広がったりする可能性があります。
ロール成形機では成形力が大きすぎることが大きな問題となります。力が機械の仕様よりも大きい場合、問題が発生する可能性があります。機械が損傷したり、部品が間違って外れたりする可能性があります。間違いや無駄も増えるかもしれません。
材料の厚さごとにそうしないと、パーツに余分な曲がりやフレアが発生する可能性があります。機械を正しく設定すると安全が保たれ、部品の品質も向上します。 ローラー間のギャップを設定する 必要があります。
トラブルシューティングの解決策
ロール成形の設定を確認することで、多くの問題を解決できます。間違いや機械の磨耗が見られる場合は、次の手順を試してください。
ローラーが揃っているかどうかを確認し、材料の厚さに注意してください。
素材に合わせてローラーの圧力を変更します。
スムーズな作業のために、十分な量のオイルまたはグリスを使用してください。
問題を早期に発見するために、マシンを頻繁に観察してください。
以下の表は、問題を解決するための簡単なガイドを示しています。
問題 | 考えられる原因 | 解決 |
|---|---|---|
材料の厚さ が正しくありません | ローラーの位置がずれている、材料の厚さが一定していない | ローラーの位置を確認し、材料の厚さを監視し、ローラーの圧力を調整します |
これらの手順に従うと、ロール成形機の動作が向上します。材料の厚さは常に機械の設定に一致させてください。これは、良い部品を製造し、機械を安全に保つのに役立ちます。
薄い素材と厚い素材のベスト プラクティス
薄物の取り扱い
ロール成形で薄い材料を扱う場合は、特別な注意が必要です。機械を正しく設定しないと、薄いシートにしわが寄ったり、破れたり、滑ったりする可能性があります。従うべきベスト プラクティスをいくつか示します。
オペレーターを十分に訓練してください。彼らはマシンの実行方法とメンテナンス方法を知っている必要があります。
工具には頻繁に注油してください。これにより摩擦が軽減され、工具の寿命が長くなります。
プロセスの最適化を使用して、生産をスムーズにし、ダウンタイムを削減します。
無駄のない製造のアイデアを適用します。これにより、使用する材料が減り、セットアップが早くなります。
先進的なテクノロジーに投資します。新しい機械は薄いシートをより適切に処理できるようになり、ミスが少なくなります。
これらの手順に従えば、欠陥を防止し、ロール成形ラインを良好に稼働し続けることができます。
厚い材料の加工
厚い材料には強力な機械と慎重な計画が必要です。厚いシートのロール成形を開始する前に、多くのことを考慮する必要があります。
素材の厚みを確認してください。シートが厚いと、より大型の機械とより強力なシャフトが必要になります。
素材の種類を見てみましょう。柔らかい金属では、曲げる回数が少なくて済む場合があります。
降伏強さを考えてみましょう。より強力な金属には、異なる機械設定が必要です。
伸びに注目してください。金属がさらに伸びる場合は、機械の速度を下げる必要がある場合があります。
曲がる回数を数えます。カーブが増えると、より多くのステーションが必要になります。
合計の曲がり度を測定します。これは機械とモーターのサイズに影響します。
セクションの高さと幅を確認してください。大きな部品にはより大きなシャフトが必要です。
成形前または成形後のどちらに穴を切るかパンチするかを決定します。一部の形状は、ポストカットまたはポストパンチの方が効果的です。
マシンをジョブに適合させる必要があります。これにより、製品の強度と機械の安全性が保たれます。
BMS 機械の最適化戦略
BMS Machinery は、あらゆる厚さのロール成形材料を処理するためのツールとサポートを提供します。彼らの機械は薄い材料と厚い材料の両方に使用できます。 BMS Machinery が役立ついくつかの方法を次に示します。
さまざまな材料の厚さに合わせて自動調整機能を備えた機械を入手できます。
特別なプロジェクト用にカスタム マシンをリクエストできます。
専門家からトレーニングとサポートを受けられます。
廃棄物を削減し、品質を向上させる高度なテクノロジーを使用しています。
BMS Machinery を使用すると、ロール成形プロセスがスムーズかつ効率的になることを信頼できます。毎回高品質なパーツを作ります。
厚さによる速度と無駄の最適化
スピードと品質のバランスをとる
できるだけ多くのパーツを作成したいと考えていますが、すべてのパーツの見た目と機能も正しくしたいと考えています。ロールフォーミングを使用する場合は、見つける必要があります ラインに最適な速度を。マシンの実行速度が速すぎると、パネルのねじれ、エッジの波打ち、カットが真っ直ぐではないなどの問題が発生する可能性があります。これらの問題により、最終製品の品質が低下する可能性があります。
ロール成形速度を設定する際に留意すべき点がいくつかあります。
高速にするとより多くの部品を作成できますが、ミスが増える可能性もあります。
速度が速すぎると、機械が揺れたり振動したりして、製品の形状を傷つける可能性があります。
ほとんどのロール成形ラインは、毎分 10 ~ 50 メートルの速度で動作します。
曲がりやねじれなどの欠陥が見つかった場合は、ラインの速度を落として精度を高めます。
部品が出てきたら必ずチェックしてください。問題が見つかった場合は、最良の結果が得られるまで速度を調整してください。
ヒント: 適切な速度は、材料の厚さと作りたい形状によって異なります。厚い素材の場合、形状を正しく保つために低速が必要になることがよくあります。
材料廃棄物の削減
ロール成形プロセスで使用する材料を減らすことで、コストを節約し、環境に貢献することができます。無駄は多くの場合、間違った設定を使用したり、ロール成形材料の厚さにマシンが適合していない場合に発生します。無駄を減らすには、次の手順に従うことができます。
始める前に素材の厚さを測定してください。これは、ローラーと圧力を正しく設定するのに役立ちます。
設定を素早く変更 できるマシンを使用してください。これにより、スクラップを減らしてジョブを切り替えることができます。
間違いを早期に発見できるようにチームをトレーニングします。問題を迅速に発見できれば、無駄が増大する前に無駄を食い止めることができます。
工具を鋭く、機械を清潔に保ちます。切れ味の悪い工具や汚れたローラーは、形状不良や余分なスクラップの原因となる可能性があります。
シートをできるだけ多く使用するように、切断や曲げを計画してください。
スピードと無駄の両方に注意を払うと、より良い部品が得られ、材料費が削減されます。また、ロール成形機の寿命が長くなり、動作が向上します。
BMS Machinery を使用すると、さまざまな厚さのロール ギャップを変更できます。彼らの機械は強力で、良い部品を作るのに役立ちます。さらにサポートが必要な場合は、以下の表を参照するか、BMS Machinery にアドバイスを求めてください。
さらに詳しいサポートが必要な場合は、ベスト プラクティスを確認するか、BMS Machinery に問い合わせて、お客様専用の回答を入手してください。
よくある質問
ロール成形で間違った厚さの材料を使用するとどうなりますか?
ひび割れや波打ち、形の乱れが生じる場合がございます。機械の磨耗も早くなります。これらの問題を回避するために、開始する前に必ず厚さを確認してください。
異なる厚さに合わせてロール成形機を変更するにはどうすればよいですか?
素材に合わせてローラーのギャップを調整します。マシンのコントロールまたは手動設定を使用します。圧力とアライメントを確認してください。まずはサンプルシートでテストしてください。
1 台のロール成形機で薄い材料と厚い材料の両方に対応できますか?
一部の機械はさまざまな厚さを処理できます。マシンのスペックを確認する必要があります。 BMS Machinery には、さまざまな厚さに合わせて設定を調整できるモデルがあります。
材料の厚さによって生産速度が変わるのはなぜですか?
厚い材料はより多くの力を必要とし、機械を通過する速度が遅くなります。薄い材料はより速く移動します。最良の結果を得るには、速度と品質の適切なバランスを見つける必要があります。