BMS

| いいえ。 | 主なパラメーター | ロール形成ミルパラメーター | ||
| 1。 | 材料の厚さ | 0.3-0.8mm | ステーションの形成 | 12ステップ |
| 2。 | 給餌幅 | 457mm | ボディフレーム | H400 |
| 3。 | アプリケーション資料 | 亜鉛メッキコイル、PPGI | 還元剤 | Rシリーズ |
| 4。 | 電気標準 | 220V/60Hz/3ph | シャフトの 直径 | 45#スチール、φ70mm |
| 5。 | 手動のデコイラーの直径 | 508±30 mm | 主なモーターパワー | 5.5 kW |
| 6。 | 降伏強度 | 245-450MPA | ネジボルト | グレード8.8 |
| 7。 | 形成速度 | 18-20m/min | 有効幅 | 顧客設計として |
| 8。 | 制御システム | PLC制御システム | ローラー | CR12 MOV、CNC旋盤、HRC58-62の聴覚、HRC58-62 |
| 9。 | 油圧モーター | 5.5kw | 機械の色 | 青+ブラック+オレンジ |
| 10。 | テスト材料 | BMSは給餌材料のサイズを提供します 、機械テストの2週間前に購入するための | ||
ワークフロー
マニュアルデコイラー(3tons) →給餌ガイドデバイス →メインロールフォーミングミル →油圧ポストカッター → PLC制御システム →出口ラック

マシンコンポーネントが表示されます
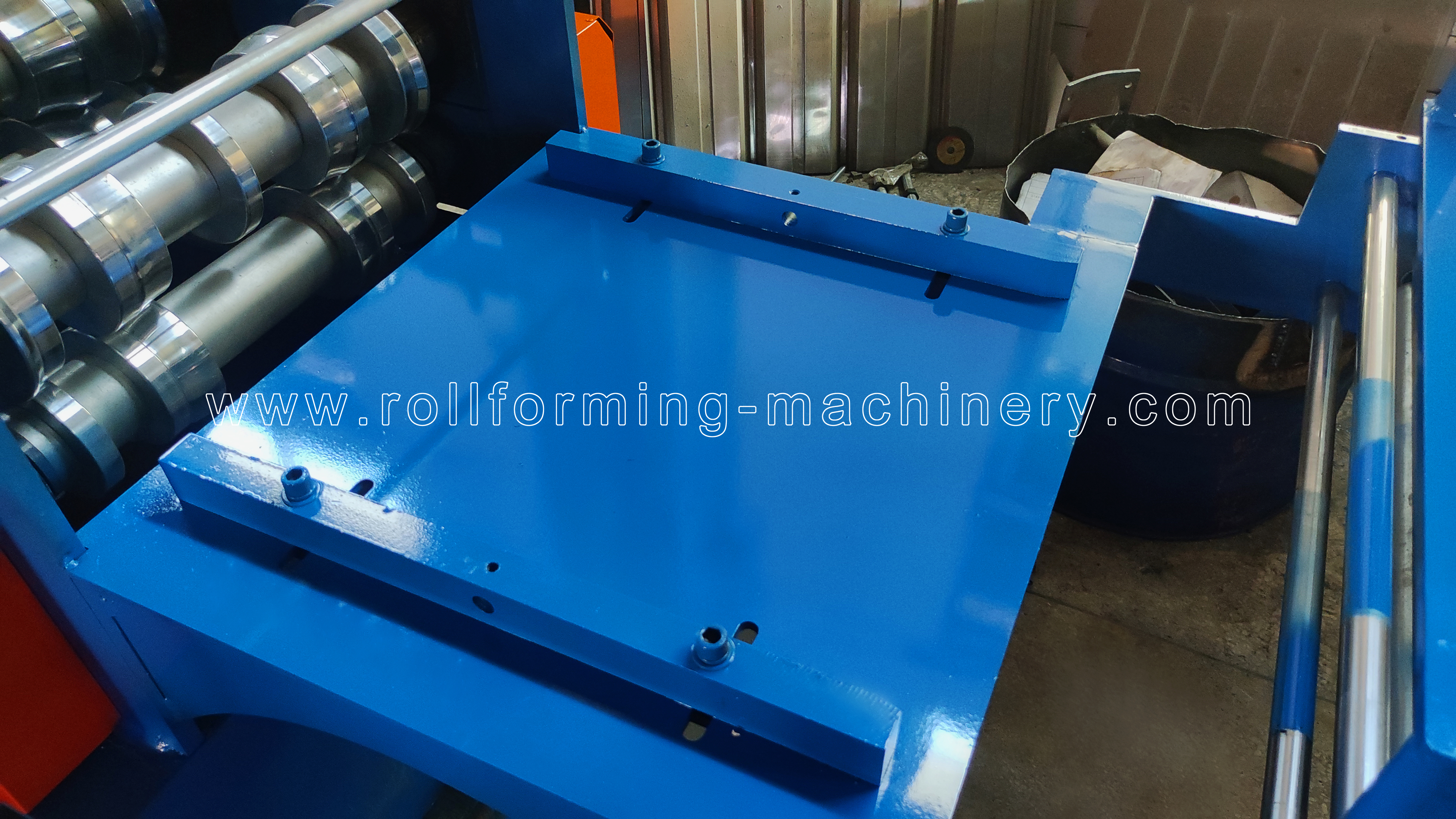

給餌ガイドデバイス


ローラー マニュアルプリカッター
機械生産製品



![]()


















